

































































































































技術(shù)中心2025-01-15
在CNC高速機(jī)加工中,無(wú)論使用高端或普通的刀具、刀片,在裝夾時(shí),始終應(yīng)當(dāng)遵循一些基本常識(shí),掌握一些小技巧,可以在節(jié)約時(shí)間、節(jié)省成本的同時(shí)避免一些異常情況發(fā)生。



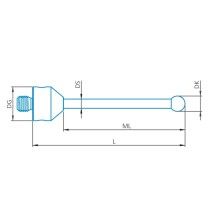
1. 在所有加工應(yīng)用中,盡可能使用短刀柄。 此外,刀具應(yīng)當(dāng)盡量安裝在刀柄內(nèi)。這可以提高刀柄對(duì)刀具的夾持力,并減少振動(dòng)。從高速機(jī)的主軸鼻端到刀具尖端的距離越短,剛性越高;剛性更高意味著切削過(guò)程中振動(dòng)更少。
2. 不要使用劣質(zhì)筒夾。ER 式( 雙角度) 筒夾是一種的高性能通用型筒夾,靈活度高,并且在大多數(shù)加工應(yīng)用中表現(xiàn)良好。夾持端銑刀進(jìn)行重切粗加工時(shí),這種筒夾表現(xiàn)稍差一些。和側(cè)固式筒夾、熱套式筒夾或者液壓筒夾相比,ER 筒夾夾持力度稍遜一籌。端銑刀的側(cè)向力會(huì)產(chǎn)生刀具振動(dòng)或者顫振,某些刀具上的螺旋形狀可能會(huì)將刀具從筒夾中拉出。
3. 建議所有轉(zhuǎn)速在10,000 rpm 或者更高的刀柄,在最大轉(zhuǎn)速下動(dòng)平衡達(dá)到G2.5 或者更高。 也可以預(yù)定平衡的刀柄,但是當(dāng)?shù)毒甙惭b在刀柄中后還需要再次進(jìn)行平衡。
4. 進(jìn)行切削加工時(shí)使用適當(dāng)?shù)霓D(zhuǎn)速和進(jìn)給速度。 大多數(shù)刀具制造商都提供了刀具的一般使用指南( 基于加工材料)。盡管制造商關(guān)于刀具轉(zhuǎn)速和進(jìn)給速度的建議為您提供了方便,但是僅供參考。在大多數(shù)情況下,這些建議值都是基于理想條件,并非全部適用。對(duì)于調(diào)節(jié)刀具的切削條件來(lái)說(shuō),經(jīng)驗(yàn)是十分寶貴的。顫振和振動(dòng)都可能會(huì)發(fā)生,您可能需要改變轉(zhuǎn)速和進(jìn)給速度來(lái)改善這些狀況。
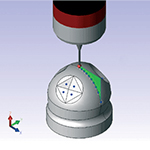
5. 使用機(jī)床控制器中的刀具負(fù)載監(jiān)測(cè)。刀具和刀片磨損,以及主軸負(fù)載上升都是刀具切削效果開(kāi)始下滑的首要信號(hào)。當(dāng)新刀具處于巔峰性能狀態(tài)時(shí),檢測(cè)并將主軸負(fù)載記錄在刀具負(fù)載監(jiān)測(cè)頁(yè)面上。使用刀具負(fù)載監(jiān)測(cè),可以為每把刀具定義一個(gè)負(fù)載限值,并且在負(fù)載上升到該限值時(shí)通知操作人員更換刀具或者刀片。